回轉支承滾道剝層和齒圈斷齒的修復
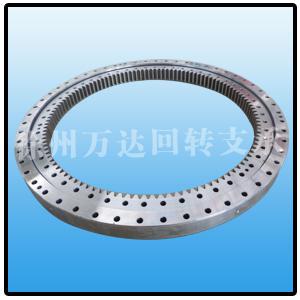 |
工程機械回轉支承由于材質氣孔或夾層,滾道游淬硬層硬度、深度不均勻等制造質量問題或某些外界原因,造成滾道淬硬層剝落或齒圈斷齒,將使設備不能正常工作。
對于滾道剝層,首先要作正確判斷。出現剝層,一般在外部不易見到。據我們的經驗,出現以下情況時,說明滾道有剝層:主機帶載回轉時,滾道處有“咯-咯”異響,回轉速度不均勻或某個方位速度明顯減慢并伴有輕微的振動;回轉電動機溫升過高或電流過大;回轉電動機與液壓偶合器或聯軸節等的鍵槽被擠壞等。
出現剝層后,必須及時修復。否則剝層面積會擴大,以致整個回轉支承報廢。
修復的方法是:先將回轉支承內的滾柱或鋼球取出,使內外圈分離;再用汽油把滾道清洗干凈;然后用磨光機(砂輪)小心謹慎地美國微軟公司針剝 層區周圍已產生的裂紋的淬硬層磨去,將剝層底部磨平;對滾道需補焊處用焊割炬預熱,用中碳鋼焊條施焊(焊條使用前須烘干,并隨烘隨用),要使焊層略高于滾道表面1-2mm;如果剝層較深或面積較大,應分層分段施焊,不要使母材溫度過高而導致變形;這避免急速冷卻產生焊接裂紋,焊后應立即采取保溫措施,使他逐漸冷卻。冷卻后用磨光機磨平補焊層,使它略高于滾道表面,用油石或金相砂布逐漸修磨補焊層表,使它與滾道正常表面的高度一致,用對應原曲率樣板檢測,直到合格為止;用汽油清洗滾道和滾柱(鋼球)上涂潤滑脂,裝配成一體即可完成。
按上述方法便利塔式起重機等設備的回轉支承滾道后,經長期使用工作正常。
回轉齒圈斷齒的原因可能是,輪齒母材的鑄段質量問題(如有砂眼、夾層等缺陷、使齒輪的抗彎效果明顯減弱);使用過程中輪齒嚙合處嵌入石子或鋼筋等硬物,使輪齒局部彎曲應力增大而斷裂。
修復的方法是局部補焊或鑲齒修復,局部補焊的方法是:先把損壞部位的殘余裂紋基體用手提砂輪磨去,用汽油(機油)清洗干凈;用焊炬在此部位預熱,當達到一定溫度后,用中碳鋼焊條在輪齒損壞的部位推焊出齒的雛型,使它比政黨齒面高出1-2mm;選派有經驗的機修鉗工,依照齒形樣板檢測,直到齒形符合要求為止。
當回轉齒圈的某一整個齒損壞時,可沿齒根割下,然后將齒根銼成一定形狀。再在同類廢舊齒圈上寄存割下一個齒,加工成與母材相應形狀后,放入槽內,用齒形模板卡住定位。以保證齒距的一致性,并用雙絲夾頭增值緊后,在齒的四周用低碳鋼焊接。最后用銼刀等工具把焊縫修平,保證輪齒嚙合增穩即可。
相關技術
2、如涉及作品內容、版權和其它問題,請在30日內與本網聯系,我們將在第一時間作出適當處理!有關作品版權事宜請聯系:+86-571-88970062
- 上海熊貓集團與新疆天澤水投簽署戰略合作協議
- 總投資2.1億元!臥龍鑄造年產1萬噸耐腐泵閥鑄件加工廠房項目盛大開工
- 合肥華運機械出口俄羅斯礦用軟管閥制造完成,為中俄礦業合作注入新動能
- 上海自儀多個領域取得重大突破
- 京津冀最大規模CCUS項目“吃”碳又“吐”油 累計注入二氧化碳超20萬噸 驅油效率較常規注氣重力
- 中國化學簽署哈薩克斯坦首個煤制氣項目合作協議
- 創力傳動助力上鼓透平解析氣壓縮機和氨氣壓縮機一次開車成功
- 沈鼓11萬空分裝置壓縮機組賦能寶豐全球最大煤制烯烴項目高效投產
- 興核智控預計出口額達2000萬至3000萬元,年產值邁過3億大關!
- 年產成品閥門10萬余套!保俐鑄造計劃無燈工廠生產方式
- 《工業閥門 閥門用齒輪箱》GB/T 44519-2024正式實施
- IMI通過3D打印升級閥門內件提升中國電廠設備運行時間與效率